



봉제완구는 기술 및 생산 방식에서 고유한 방법과 기준을 가지고 있습니다. 봉제완구의 기술을 이해하고 엄격하게 준수해야만 고품질 봉제완구를 생산할 수 있습니다. 대형 프레임의 관점에서 봉제완구의 가공은 크게 재단, 봉제, 마무리의 세 단계로 나뉩니다.
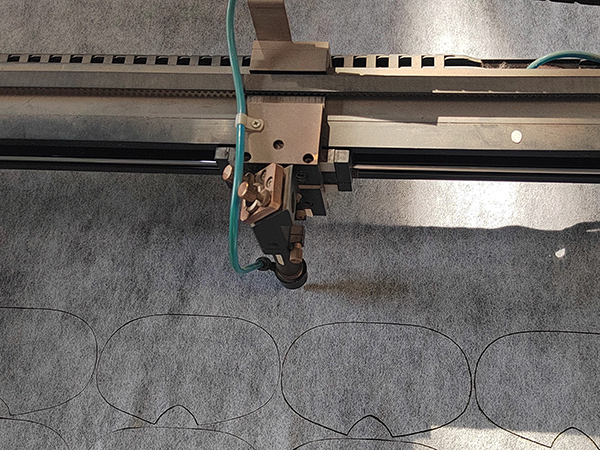
다음 세 부분에서는 다음 내용을 설명합니다. 첫째, 클리핑입니다. 기존의 재단 방식은 주로 열간 재단과 냉간 재단을 포함합니다. 현재 일부 공장에서는 레이저 재단을 사용하기 시작했습니다. 다양한 원단을 재단 방식에 따라 맞춤 제작할 수 있습니다. 냉간 재단은 강철 연삭 공구와 프레스를 사용하여 장난감 원단을 압착할 뿐만 아니라, 얇은 원단의 다층 재단에도 적합하며 효율성이 높습니다. 열 재단은 석고보드와 열 퓨즈로 제작된 판형입니다. 전원을 켠 후 재단된 장난감 원단을 송풍합니다. 이 열 재단 방식은 두꺼운 화학 섬유 계열의 원단에 더 적합하며 다층 재단은 허용되지 않습니다. 재단 시 원단의 털 방향, 색상 차이, 조각 수에 주의해야 합니다. 재단은 과학적인 배치를 통해 원단을 많이 절약하고 불필요한 낭비를 방지해야 합니다.
2. 재봉
이 봉제 과정은 장난감의 절단 부분을 이어 붙여 장난감의 기본 모양을 형성하고, 이후의 채우기와 마무리 작업을 용이하게 하여 최종적으로 제품을 완성하는 것입니다.생산 라인에 있는 모든 사람은 봉제 과정에서 봉제 크기와 표시점의 정렬이 매우 중요하다는 것을 알고 있습니다.대부분 장난감의 접합 크기는 5mm이며, 일부 작은 장난감은 3mm 솔기를 사용할 수 있습니다.솔기 크기가 다르면 변형이나 비대칭이 나타납니다.왼쪽 다리의 크기가 오른쪽 다리의 크기와 다른 것과 같은 변형이나 비대칭이 나타납니다.표시된 지점의 봉제가 정렬되지 않으면 팔다리 왜곡, 얼굴 모양 등이 나타납니다.다른 장난감 원단은 다른 바늘과 바늘판을 사용해야 합니다.얇은 원단은 대개 12#와 14# 재봉틀 바늘과 구멍 바늘판을 사용합니다.두꺼운 원단은 보통 16#와 18# 바늘을 사용하고 큰 구멍판을 사용합니다.재봉 중에 점퍼가 나타나지 않도록 항상 주의하십시오. 크기가 다른 장난감 조각의 스티치 코드를 조정하고 스티치의 무결성에 유의해야 합니다. 봉합사의 시작 위치는 바늘 뒷면에 주의하고 봉합사가 벌어지지 않도록 해야 합니다. 장난감 재봉 과정에서 재봉팀의 품질 검사, 조립 라인의 합리적인 배치, 그리고 보조 인력의 효과적인 활용은 효율성과 엄격한 품질을 향상시키는 핵심 요소입니다. 재봉틀의 정기적인 오일링, 청소 및 유지 관리를 소홀히 해서는 안 됩니다.

3. 완료 후
공정 및 장비의 종류에 따라 마무리 공정은 비교적 복잡하다.완성 후에는 스탬핑, 터닝, 충전, 솔기, 표면 가공, 성형, 블로잉, 실 자르기, 바늘 검사, 포장 등이 있다.장비에는 공기 압축기, 펀칭기, 카딩기, 면 충전기, 바늘 검출기, 헤어드라이어 등이 포함된다.드릴링 시 눈의 모델과 사양에 주의하고 눈과 코의 조임과 긴장을 테스트해야 한다.충전 시 충전 부분의 충만도, 대칭 및 위치에 주의하고 각 제품의 무게를 측정 도구로 측정한다.일부 장난감 솔기는 뒷면에 있다.봉합 시 핀 크기와 좌우 대칭에 주의한다.봉합 후 위치에 바늘과 실의 흔적이 뚜렷하게 보이지 않아야 하며, 특히 짧은 파일이고 뜨겁고 얇은 소재의 경우 이음새가 너무 커서는 안 된다.인형의 매력은 얼굴에 집중되는 경우가 많으므로 얼굴 고정, 가지치기, 코 수작업 자수 등 얼굴에 대한 수작업 및 세심한 처리가 매우 중요하다. 고품질 봉제인형은 형태를 완성하고, 실을 제거하고, 털을 연결하고, 바늘을 점검하고 포장해야 합니다. 다년간의 경험을 가진 후가공 작업자는 수정 장인이라 불릴 수 있으며, 이전 공정의 문제점을 수정할 수 있습니다. 따라서 경험이 풍부한 숙련된 작업자는 공장의 귀중한 자산입니다.

게시 시간: 2022년 7월 22일